Etanol celulósico – Lo básico: Ruta de conversión – Termoquímica
Section: ADVANCED BIOFUELS
Series:
Cellulosic ethanol
- The
basics: Conversion pathway – Thermochemical
Posts: CELLULOSIC ETHANOL
1. Introducción
Actualmente, la vía
de conversión termoquímica para transformar recursos biomásicos en etanol ocupa
una posición secundaria. Los apoyos dados en el pasado a este enfoque han sido
modestos. Sin embargo, vale la pena revisar el concepto en el marco de esta
serie sobre el etanol celulósico.
La ruta implica dos
pasos principales:
(1) Gasificación de la biomasa
lignocelulósica para generar gas de síntesis.
(2) Transformación
del gas de síntesis en etanol. Este segundo paso puede llevarse a cabo mediante
catalizadores químicos o
fermentación (vía híbrida). A diferencia de la conversión por catálisis
química, la conversión por fermentación puede producir etanol puro en lugar de
una mezcla de alcoholes.
Ventajas
- Toda la materia
orgánica presente en la materia prima se descompone, lo que implica la
liberación de una mayor proporción de carbono para la producción de etanol.
- La gasificación es
adecuada para todas las fuentes de biomasa, la conversión termoquímica puede
utilizar una gama más amplia de materias primas que la conversión bioquímica.
No se ve afectada negativamente por la lignina en la biomasa. De hecho, es
principalmente apropiada para materias primas forestales y residuos ricos en
lignina.
- Requiere menos productos
químicos para el procesado.
Deventajas
- Hay poco margen
para la valorización de coproductos ya que se transforma toda la biomasa.
- El contenido de
humedad de la materia prima biomásica influye fuertemente en los rendimientos de
alcohol y en las emisiones.
- El proceso es
complejo y las temperaturas durante la gasificación son relativamente altas.
- El gas de síntesis
crudo contiene contaminantes que pueden afectar a los catalizadores o a las
enzimas y deben eliminarse antes de la producción de alcohol.
Entre las áreas generales
de proceso se incluyen las siguientes: preparación de las materias primas,
gasificación, limpieza y acondicionamiento del gas, producción de etanol y
purificación. Existen muchas configuraciones posibles para cada enfoque de
conversión: hay varias tecnologías de gasificación así como opciones de
síntesis de etanol.
2. Preparación
de la materia prima
El tamaño en el que
se han recogido las materias primas debe reducirse a un nivel en el que sean
fáciles de manejar y el proceso se vuelva más eficiente. Por ejemplo, los residuos
agrícolas deben ser molidos y los residuos forestales deben pasar por un
proceso de astillado para alcanzar un tamaño uniforme. Además, la biomasa se
seca para llevarla desde el porcentaje de humedad con el que se recibe al
requerido para una alimentación adecuada en el gasificador.
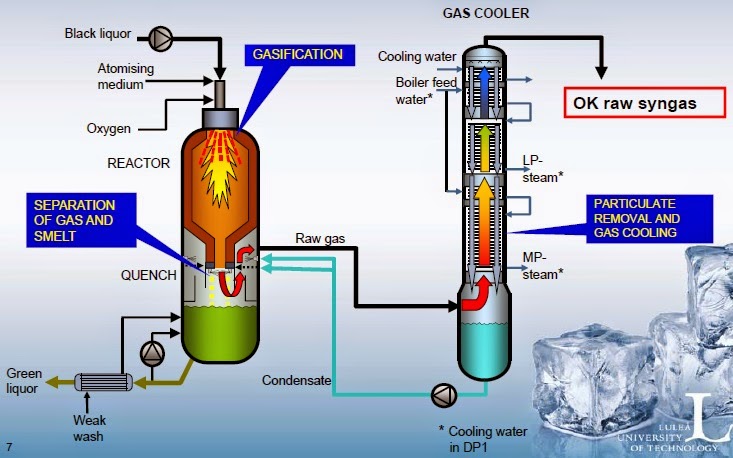
3. Gasificación
La gasificación es
la oxidación parcial exotérmica de biomasa con condiciones de proceso
optimizadas para altos rendimientos de productos gaseosos (gas de síntesis). Implica
la desvolatilización y conversión de biomasa en una atmósfera de vapor y/u
oxígeno. El gas de síntesis crudo está compuesto principalmente por CO, H2,
CO2, CH4, alquitranes y agua.
Existen dos clases generales
de gasificadores:
(1) Gasificadores
de oxidación parcial (gasificadores directos). Utilizan la reacción
exotérmica entre el oxígeno y los compuestos orgánicos para proporcionar el
calor necesario para desvolatilizar la biomasa y convertir los carbones residuales
ricos en carbono. En los gasificadores de oxidación parcial, el calor para activar
el proceso se genera internamente dentro del gasificador. Una desventaja de este
tipo de gasificadores es que la producción de oxígeno es cara y generalmente es
necesario ir a grandes escalas para mejorar la viabilidad económica.
(2) Gasificadores
de vapor (gasificadores indirectos). Logran el calentamiento y la
gasificación de la biomasa a través de la transferencia de calor de un sólido
caliente o de una superficie de transferencia de calor. Cualquiera de los
subproductos carbonizados y/o una porción del gas del producto se puede quemar
con aire (de manera externa al gasificador) para proporcionar la energía
requerida para la gasificación. Los gasificadores de vapor tienen la ventaja de
no requerir oxígeno, pero como la mayoría opera a baja presión, requieren
compresión del producto para las operaciones posteriores.
4. Limpieza y
acondicionamiento del gas
Esta etapa consta de varias
unidades:
- Reformado de
alquitranes y otros hidrocarburos par obtener CO y H2.
Uno de los desafíos
de la gasificación es el manejo de los volátiles de mayor peso molecular que se
condensan en alquitranes, que son tanto un desafío de ensuciamiento como una
fuente potencial de contaminantes ambientales persistentes como los HAP. Se
pueden reformar en gas de síntesis útil utilizando un catalizador fluidizable.
- Enfriamiento del
syngas.
El gas de síntesis
caliente se enfría mediante intercambio de calor con el ciclo de vapor y
enfriamiento adicional mediante lavado con agua. El depurador también elimina
las impurezas, como las partículas y el amoníaco, junto con los alquitranes
residuales.
- Eliminación de
gases ácidos (CO2 y H2S).
El gas de síntesis
enfriado entra en una unidad de aminas para retirar el CO2 y el H2S.
Posteriormente, el H2S se reduce a azufre elemental.
5. Producción
de alcohol y separación
5.1 Catálisis
química del gas de síntesis
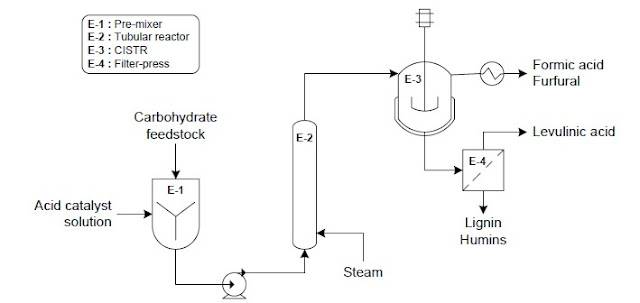
El gas de síntesis limpio y acondicionado se convierte en alcoholes en un reactor de lecho fijo. El gas es comprimido hasta la presión de síntesis requerida y se envía a través de un catalizador de lecho fijo de sulfuro de molibdeno para sintetizar varios alcoholes mixtos.
Después de la
síntesis, los alcoholes se enfrían y se condensan para separarlos del gas de
síntesis no convertido. La mezcla se enfría mediante intercambio de calor con
el ciclo de vapor y otras corrientes de proceso. Los alcoholes condensados se
someten a destilación y purificación para recuperar etanol puro. La corriente
de alcohol despresurizado se deshidrata usando tamices moleculares en fase de
vapor. El metanol se recupera y se recircula al reactor de síntesis para
aumentar el rendimiento en etanol.

Figura 1. Conversión termoquímica – Catálisis
química del gas de síntesis (extraída de la Referencia [3])
5.2 Fermentación
de gas de síntesis
El gas de síntesis
limpio y acondicionado se envía a la unidad de fermentación donde se convierte
en etanol. El caldo de fermentación resultante es bastante diluido, típicamente
contiene 2% o menos de etanol. El etanol se puede recuperar de dicho caldo
utilizando esquemas de recuperación convencionales. Para la fermentación se
puede utilizar un reactor simple de tanque con gas, funcionando en modo
discontinuo o continuo.
Los microorganismos
utilizados para la producción de etanol a partir de mezclas de gas de síntesis
son anaerobios que utilizan una versión heterofermentativa de la vía acetil-CoA
para la acetogénesis. El producto intermedio acetil-CoA se convierte en ácido
acético o etanol como producto metabólico primario. A diferencia de muchos
otros procesos basados en gas de síntesis, el rendimiento de la fermentación
de gas de síntesis no está vinculado a una relación específica de H2
a CO. Si bien los organismos generalmente prefieren CO a H2, las
mezclas de CO y H2/CO2 pueden ser transformadas
simultáneamente.

Figura 2. Conversión
termoquímica – Fermentación del gas de síntesis (extraída de la Referencia [6])
6. Casos de
estudio: biorrefinerías a escala comercial
Caso de estudio:
Enerkem (gasificación + catálisis química)
La biorrefinería de
Enerkem en Edmonton es la primera planta a escala comercial en el mundo en
producir etanol celulósico a partir de residuos sólidos municipales (RSU) mixtos
no reciclables y no compostables.
La planta se
inauguró oficialmente en junio de 2014 y comenzó a producir y vender
biometanol a partir de 2016. Se instaló una nueva conversión de metanol a
etanol en 2017 y la producción de etanol comenzó en septiembre de ese año.
|
Caso de estudio:
INEOS Bio (gasificación + fermentación)
La planta INEOS New
Planet BioEnergy fue construida para demostrar a escala comercial la
conversión rentable de diferentes materias primas lignocelulósicas residuales
en bioetanol y energía renovable utilizando la tecnología de INEOS Bio
(gasificación + fermentación). Además de tener la capacidad de producir 8
millones de galones (30 millones de litros) al año de etanol, la planta
también podía generar hasta 6 MW de electricidad. La construcción se completó
en junio de 2012 y la primera producción de etanol celulósico tuvo lugar un año
más tarde. En diciembre de 2014, la planta se paró para la instalación de un
lavador de HCN. La presencia de bajos niveles de cianuro de hidrógeno, tóxico
para los organismos que intervienen en la fermentación, suponía un grave
problema para el proceso. En 2016, el NREL confirmaba ("2015
Survey of Non-Starch Ethanol and Renewable Hydrocarbon Biofuel Producers")
que la planta había estado parada en 2015 mientras se trabajaba en mejoras
mecánicas y que se esperaba su cierre durante el 2016. Finalmente, en
septiembre de 2016, INEOS Bio anunciaba su intención de vender el negocio de
etanol, incluyendo la planta New Planet BioEnergy.
|
Referencias
[1] P.L. Spath, D.C. Dayton: “Preliminary
Screening – Technical and Economic Assessment of Synthesis Gas to Fuels and
Chemicals with Emphasis on the Potential for Biomass-Derived Syngas”. Technical
Report NREL/TP-510-34929, December 2003.
[2] S. Phillips, A. Aden, J. Jechura, D. Dayton:
“Thermochemical Ethanol via Indirect Gasification and Mixed Alcohol
Synthesis of Lignocellulosic Biomass”. Technical Report
NREL/TP-510-41168, April 2007.
[3] T.D. Foust, A. Aden, A. Dutta, S. Phillips:
“An economic and environmental comparison of a biochemical and a thermochemical
lignocellulosic ethanol conversion processes”. Cellulose, 16:547–565, June
2009.
[4] A. Dutta et al.: “Process Design and
Economics for Conversion of Lignocellulosic Biomass to Ethanol. Thermochemical
Pathway by Indirect Gasification and Mixed Alcohol Synthesis”. Technical
Report NREL/TP-5100-51400, May 2011.
[5] Daystar et al.:“The NREL Biochemical and
Thermochemical Ethanol Conversion Processes: Financial and Environmental
Analysis Comparison”. BioResources 10(3), 5096-5116, July 2015
[6] M. Devarapalli, H.K. Atiyeh: “A review of
conversion processes for bioethanol production with a focus on syngas fermentation”.
Biofuel Research Journal 7 (2015) 268-280.