Gasificación de licor negro: El caso de Chemrec y la LTU
En
la entrada que dediqué a describir el concepto de “forest
biorefinery”, se destacaba la gasificación del licor negro como
una potente alternativa a la recuperación química y energética que
se lleva a cabo en las plantas papeleras tradicionales. En este nuevo
post, voy a profundizar un poco más en el estudio del proceso y a
revisar una de las dos principales tecnologías que se han
comercializado en los últimos años.
La
caldera de recuperación 1,2,3
El
proceso Kraft, también conocido como proceso al sulfato, constituye
el conjunto de tecnologías más extendido para la obtención de
pasta de papel a partir de astillas de madera. Fue desarrollado en
1879 por Carl F. Dahl, aunque la primera planta productiva no inició
su funcionamiento hasta 1890 en Suecia. La posterior introducción de
la caldera de recuperación marcó un hito en su evolución, ya que
permitió la reutilización de los compuestos químicos inorgánicos,
dando lugar a un ciclo prácticamente cerrado respecto a estos
compuestos. Se puede afirmar que la caldera de recuperación es el
corazón del proceso Kraft, ya que hace posible su viabilidad
económica a través de la reutilización de los compuestos químicos
y la generación de vapor y electricidad.
En
la caldera de recuperación, el licor negro es incinerado después de
su paso por los evaporadores. Este residuo consta de una parte
orgánica, constituida por la lignina y el resto de subproductos de
la madera separados de la celulosa en las fases previas del proceso,
y una parte inorgánica, formada por los compuestos químicos
resultantes de las reacciones de cocción y deslignificación. La
caldera actúa como un reactor químico en el cual, además de la
evaporación del agua todavía presente en el licor concentrado y de
las reacciones de oxidación propias del proceso de combustión,
tienen lugar una serie de reacciones de reducción que afectan a los
compuestos inorgánicos presentes en el licor negro. De esta manera,
se genera energía, que se emplea en la producción de vapor, y un
fundido inorgánico, compuesto mayoritariamente de sulfuro de sodio
(Na2S) y carbonato de sodio (Na2CO3).
Si
en vez de una caldera de recuperación, se implementa un gasificador
de licor negro, la mayor parte del contenido orgánico en el licor
negro se transforma en gas de síntesis y los productos químicos de
pulpeo se recuperan y se retornan al proceso de manera similar a la
que se acaba de describir. Por tanto, el gran protagonista que
aparece en este escenario es el “syngas”, un fluido de alto valor
añadido que puede ser utilizado como materia prima para la
producción de biocombustibles o como combustible para la generación
de electricidad.
El
licor negro como combustible para la gasificación 4
La
lejía negra presenta una serie de características que confirman su
aptitud para ser utilizado como combustible en un proceso de
gasificación:
- Se trata de un líquido que es fácil de alimentar en un gasificador y puede ser atomizado en gotas muy finas.
- Sus propiedades son estables en el tiempo.
- Presenta altas velocidades de gasificación.
- A 1000ºC, su conversión en carbono es completa, la formación de alquitranes es prácticamente nula y la de metano es muy baja.
Una
planta Kraft típica puede producir entre 250 y 300 MW de licor negro
y se calcula que la capacidad mundial de producción de licor negro
es de 660 Twh al año. Estos datos pueden dar una idea del gran
potencial que que tendría su aprovechamiento, por ejemplo, en la
generación de biocombustibles.
El
gasificador de Chemrec 4,5,6
La
tecnología de gasificación de Chemrec se ha desarrollado para
trabajar en condiciones de presión elevada, a alta temperatura
(950–1000ºC) y en un gasificador de flujo de arrastre con soplado
de oxígeno. En concreto, el gasificador de la planta de piloto que
Chemrec tiene en Pitea opera a 30 bares y 1050ºC.
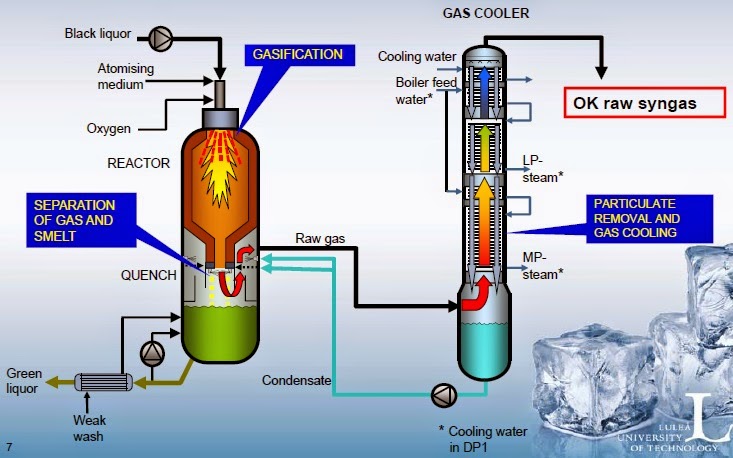
Figura
1.
Esquema del proceso de
gasificación de Chemrec.
Figura extraída
de la referencia
bibliográfica 5.
El
gas de síntesis que se genera en esas condiciones (tras
enfriamiento) tiene la siguiente composición química: 33,6 % de
CO2,
1,71 % de H2S,
1,44 % de CH4,
28,5 de CO y 34,8 de H2.
Los
productos químicos de la cocción presentan una acción catalítica
que permite obtener una gran eficiencia: 99,9 % de conversión del
carbono (basado en la cantidad de lodos de licor verde).
El
sistema de enfriamiento y eliminación de partículas posibilita que
la concentración de partículas sea extremadamente pequeña.
Estado
actual y vías de investigación 4,7,8
Como
ya se ha comentado anteriormente, el gas de síntesis puede ser
aprovechado para producir biocombustibles. De hecho, se ha probado
que el “syngas” de la planta piloto de Pitea es una buena materia
prima para la generación de DME apto para el transporte. La
instalación de prueba que se puso en marcha como parte de las
actividades del proyecto BioDME (ya mencionado en una entrada
anterior) en el año 2011 fue capaz de producir combustible para
camiones.
En
Febrero de 2013, la sociedad financiera de la Lulea University of
Technology (LTU) tomó el control de Chemrec y de sus plantas piloto
en Pitea, incluida la de gasificación. Ahora, la instalación se
denomina LTU Green Fuels. Bajo el amparo del programa Biosyngas de la
LTU se sigue operando la que es una de las plantas piloto de
gasificación más avanzadas del mundo. En Green Fuels, la LTU ha
formado un consorcio a largo plazo con Chemrec y la empresa de origen
danés Haldor Topsö.
Con
el propósito de seguir optimizando el concepto de biorrefinería
aplicado a las plantas papeleras, se está estudiando la
cogasificación de licor negro y aceite de pirólisis. Los resultados
están mostrando que una planta podría doblar su capacidad
aprovechando las sinergias de este proceso. También se está
probando la licuefacción de residuos orgánicos pues el “licor
negro” generado es altamente reactivo y puede ser gasificado con
los equipos ya diseñados.
REFERENCIAS
1
C. J. Biermann: “Essentials
of Pulping and Papermaking”,
San Diego Academic Press Inc., 1993.
2
E. Sjöström: “Wood Chemistry: Fundamentals and Applications”,
Academic Press, 1993.
3
D. R. Howell, R. Silberglitt y D. Norland: “Industrial Materials
for the Future R&D Strategies: A Case Study of Boiler Materials
for the Pulp and Paper Industry”, Industrial Materials for the
Future Program, Industrial Technologies Program, U.S. Department of
Energy, Octubre 2002.
4
R. Gebart: “Biosyngas from forest product
industry by-products and residues”. Presentation at the
VETAANI Conference 9 April 2014.
5
I. Landälv: “METHANOL, a Multi Source and
Multipurpose Energy Carrier Alternative”, IEA
Bioenergy / IETS: System and Integration Aspects of Biomass-based
Gasification, Gothenburg November 19, 2013.
6
I. Ridjan,, B.V. Mathiesen, D. Connolly: “A
review of biomass gasification technologies in Denmark and
Sweden”. Department of Development and Planning, Aalborg
University, 2013.




